Antikorrosionsschutz

Verzinkung
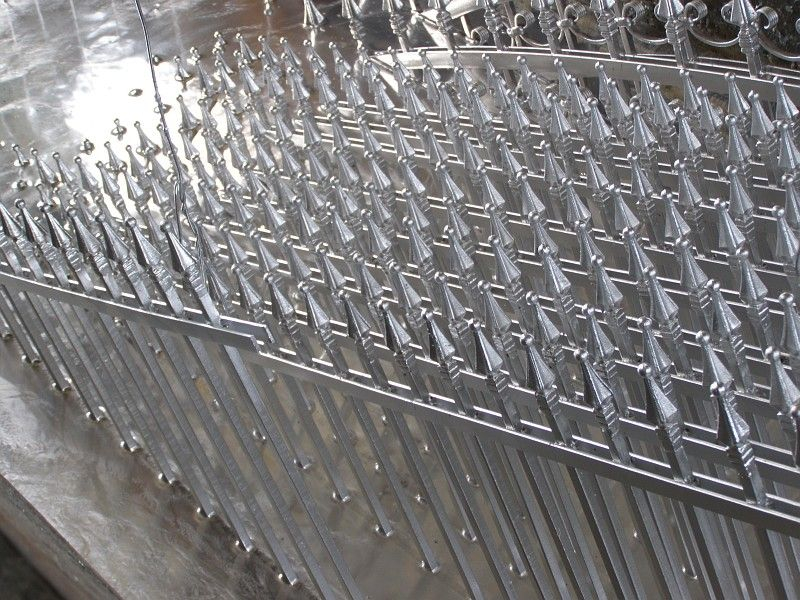
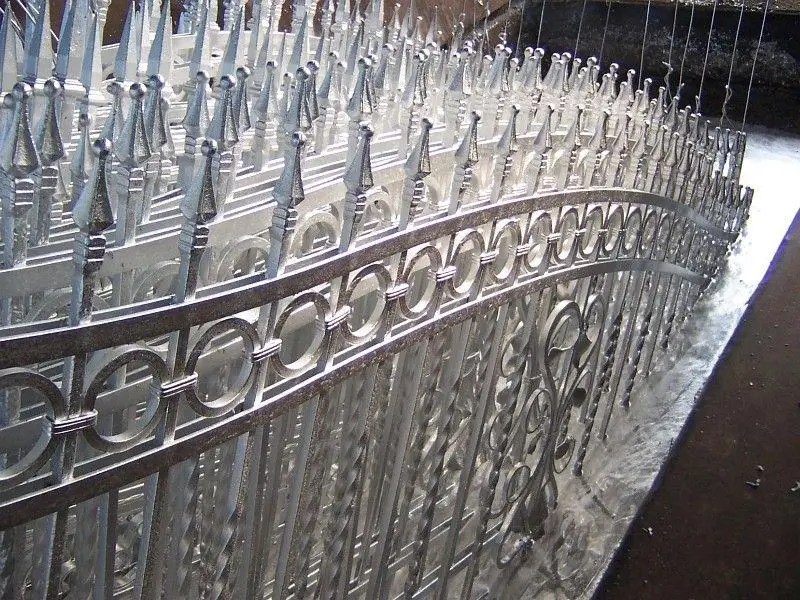
Feuerverzinkung ist der beste Schutz für Eisenwaren und dessen Legierungen vor einer Korrosion. Der Prozess beruht auf dem Auftragen einer mechanisch tragfähigen Zinkbeschichtung auf Stahl. Die entsprechend vorbereiteten Stahlprodukte werden in ein flüssiges Zink-Bad mit der Temperatur von 445-455°C eingetaucht. Die Zinkbeschichtung bildet eine Legierung aus der Zinkoberfläche und bedeckt alle inneren und äußeren Flächen des Elements. Die Zinkschicht verlängert wiederholt die Schwungkraft der Stahlkonstruktion. Die Beständigkeit der Zinkfläche beträgt, je nach Aggressivitätsgrad der Umwelt von 20 bis 65 Jahren. Die Zinkbeschichtung kann zwischen 80 und 210 Mikronen schwanken (1 Mikron = 0,001 mm). Die verzinkten Flächen haben die Eigenschaft, dass sie zusätzlich pulverbeschichtet werden können.
 Pulverbeschichtung
Pulverbeschichtung
Pulverbeschichtung ist eine moderne Technologie, die darauf beruht, dass die Farbe in Form eines Pulvers auf Metallelemente aufgetragen wird, und demnächst die Fläche gehärtet wird. So beschichtete Elemente charakterisieren die hohe Korrosionbeständigkeit und effektvolles Aussehen auf eine lange Zeitdauer.
Pulverfärbung beruht, wie es schon angedeutet wurde, auf Pulverbeschichtung von Metalloberflächen mit der Technik des elektrostatischen oder elektrokinetischen Pulversprühens. Die Pulverfarbe hat die Granulierung von ca. 10 µm bis ca. 100 µm. Die Zuführung der Pulverfarbe wird von der Druckluft unterstützt, die man zusätzlich zum Wirbelschichtverfahren des Pulvers gebraucht. Die Fluidisierung des Pulvers ist ein Verfahren, in dem das Schüttgut die Merkmale einer Flüssigkeit gewinnt, wo die Pulversuspension in der Luft zu einer leicht in den Druckluftanlagen fördernden Mischung wird. Das Sprühpulver hat dielektrische Eigenschaften. Das bedeutet, dass Pulverteilchen gern elektrische Ladungen speichern und ihre Träger sein können. Aus diesem Grund müssen die gefärbten Elemente elektrische Ladungen leiten (es reicht Oberflächenleitung aus). Aus diesem Grund haften die aufgeladenen Pulverteilchen an die Oberfläche des gesprühten Gegenstandes gleichmäßig an. Demnächst wird die Farbe in hoher Temperatur (ca. 200°C) oder mit einer anderen Technik z. B. der UV-Strahlung gehärtet. Die Farbe wird direkt auf die Oberfläche ohne der Anwendung der Grundfarben aufgetragen. Die Anstriche aus der Pulverfärbung geben glatte Oberflächen ohne Läufer und Fältelung.